

Production process
Product production process mainly has the following points:
One. Raw material control
All kinds of raw materials purchased are inspected, mainly including chemical composition, physical properties, external dimensions, precision and other items, which shall be put into storage after passing the inspection.
II. gold processing
The raw materials (such as castings, steel) are cut (turning, grinding, drilling, milling, planing, etc.), and the processed parts are checked and accepted according to the company's inspection standards.
3 Hydrostatic test
Hydrostatic pressure test shall be carried out for various pressure-bearing parts according to technical standards. The minimum test pressure shall be 1.5 times of the working pressure and the holding time shall be 10 minutes. After qualified, they will be put into storage and classified, and marked and numbered as qualified.
Four. static balance test
Static balance test shall be carried out on the impeller, and the balance tolerance shall be specified according to the internal control standard of the company according to the size of the impeller.
Five. Dynamic balance inspection of rotor assembly
The pump shaft shall be mobilized and tested first. The bearing position shall be taken as the reference, and the dial indicator shall be used for measurement. The tolerance shall be controlled within 0-0.02mm according to different specifications. The qualified pump shaft shall be small-mounted rotor, and the small-mounted rotor assembly shall be dynamic balance tested. The balance shall be in accordance with the requirements of the GB9239-2006 standard G6.3.
VI. Full performance test
The performance test shall be conducted according to the requirements of GB3216-2005 standards.
Seven. After the performance indicators are qualified, paint, packaging into the finished product warehouse, waiting for shipment.
Production process details
Our company actively promotes scientific and technological innovation and tackling key problems, vigorously adopts new technologies and new processes for production and manufacturing, so as to continuously and steadily improve product quality and continuously enhance product reliability. We are committed to providing high quality pump and valve products and services for the energy industry. High-quality products come from good design and rely on the reliable guarantee of excellent manufacturing, while excellent manufacturing depends on perfect processing technology, only the correct processing technology is selected, in order to produce high-precision products. The production and processing technology of the main parts of the product and the advanced technology are described in detail as follows:
1. Pump body, pump cover, suction section, middle section and discharge section
These five parts are castings, and are also the pressure-bearing parts and over-flow parts of the pump. The processing process steps are as follows:
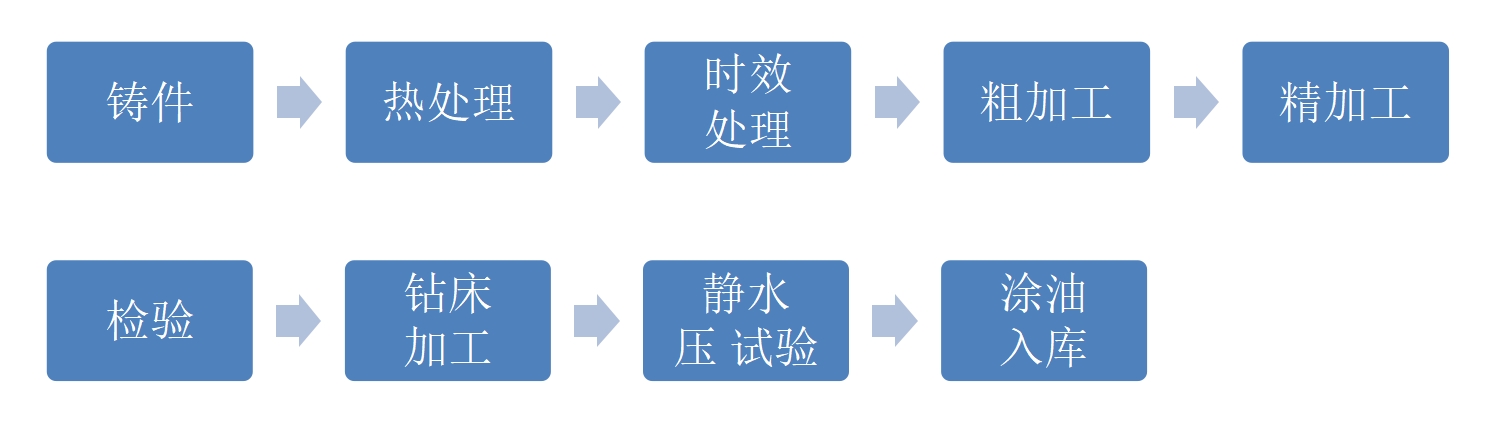
The casting adopts precision casting. After casting, heat treatment processes such as normalizing and tempering of mechanical properties are carried out. In order to ensure the elimination of stress after heat treatment, artificial aging (vibration aging, ultrasonic aging) is carried out to obtain casting blanks with completely stable metallographic organization and structure. Such castings are then machined, which is divided into two steps: rough machining and finish machining, the main purpose of rough machining is to quickly remove the redundant part of the blank and determine a certain precision benchmark for finishing. The cutting allowance during finishing is small, which can effectively reduce the machining wear of the tool and ensure that the machined workpiece has high dimensional accuracy and shape and position accuracy. Strict inspection is carried out on the finished workpiece to ensure that the size and shape and position of the workpiece meet the requirements of the drawings, and then drilling and tapping are carried out according to the requirements of the drawings, the workpiece processed by drilling machine shall be subjected to hydrostatic pressure test. The hydrostatic pressure test standard is "1.5 times the actual working pressure of the workpiece and keep the pressure unchanged for 10 minutes". During this process, the workpiece shall not leak or leak. Hydrostatic pressure test can fully guarantee the pressure bearing performance and safety performance of the workpiece. Parts with fully qualified and stable performance are obtained from the above series of processes, and then the processed surface is coated with anti-rust oil and classified into storage for later use.
2. Impeller and guide vane
Impeller and guide vane are hydraulic components of the pump, and their accuracy is directly related to the hydraulic performance of the pump. For this reason, our company has adopted strict processing technology for the impeller guide vane:
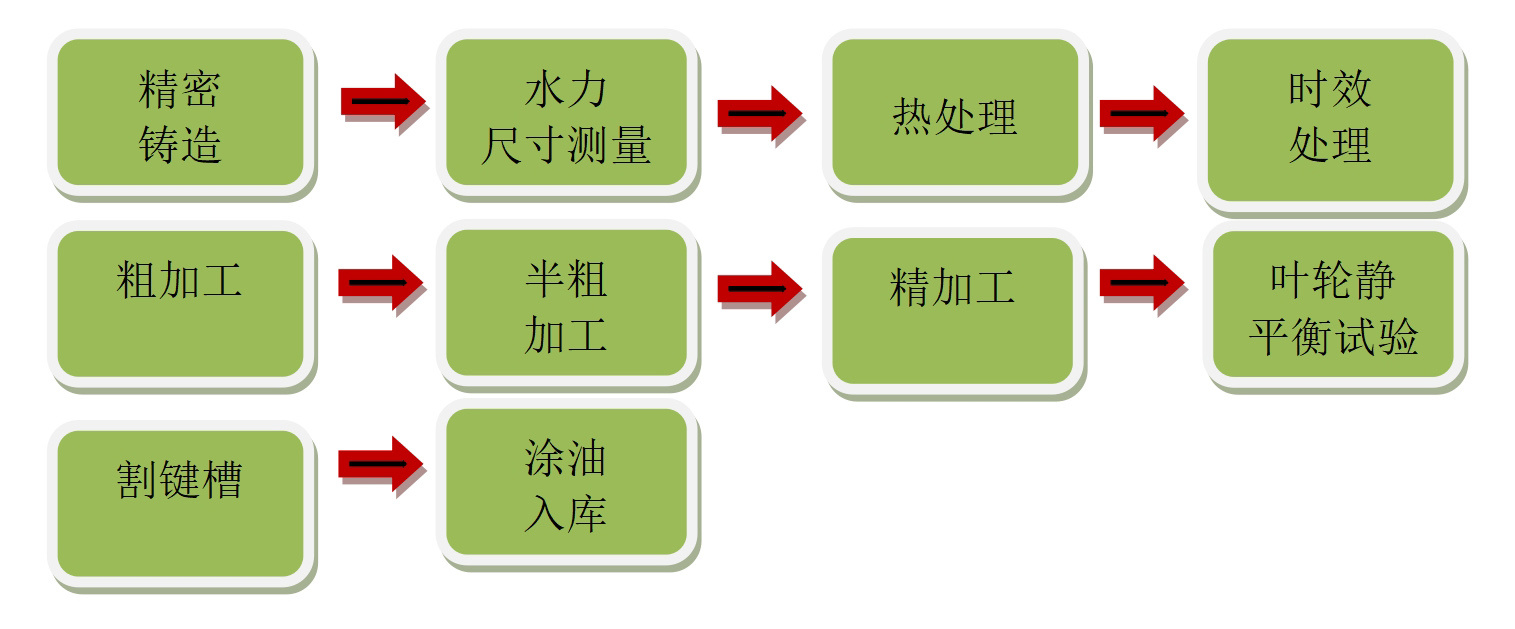
The shape and size of the runner of the impeller and guide vane directly have an important impact on the hydraulic performance. In order to ensure its accuracy, our company adopts the precision casting lost wax method to obtain the casting blank. The measurement of the runner size and the inspection of the runner surface roughness are carried out immediately after the precision casting is cleaned and polished. The heat treatment and aging treatment process of the casting can only be carried out after the geometric size meets the requirements of the drawings. The rough machining of the impeller and guide vane is mainly to remove the excess machining amount and accurately locate the flow passage, laying the foundation for the centering of the flow passage during finishing and assembly. During finishing, the two end surfaces of the impeller hole and the impeller mouth ring are completed in one clamping to ensure the shape and position accuracy and hydraulic performance of the workpiece. After finishing, the static balance test shall be carried out on the impeller. The test accuracy shall not be lower than G6.3 in GB/T9239 standard. After the static balance test, the impeller cover plate can be weighed. The weight removal point and the cover plate shall have a smooth transition. The cutting amount shall not exceed 1/3 of the wall thickness of the cover plate. For the de-weighed impeller, the balance test shall be carried out again. Only when the unbalance reaches the allowable standard can the next process be entered. The keyway shall be processed by wire cutting machine tool. The symmetry and dimensional accuracy of the keyway of the impeller relative to the hole axis line shall be ensured through computer control. The workpieces that have been completely processed and passed the inspection shall be oiled on the processed surface for storage and classified storage.
3. Shaft
Shaft is used to support the rotating mechanical parts, in the pump shaft both transmission torque and bearing bending moment. Therefore, the quality of the shaft is directly related to the reliable operation and service life of the pump. Our company adopts the following process for the processing and manufacturing of pump shaft:
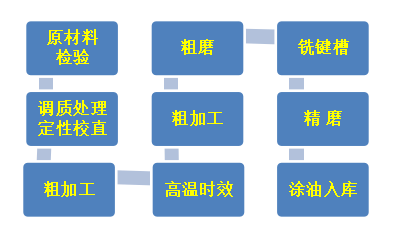
The shaft material of our company adopts the high-quality products of Shougang Group. When the raw materials enter the factory, in addition to the regular inspection of the raw materials, the chemical element analysis and detection of the shaft material shall be carried out with the spectrometer to ensure the high quality of the raw materials. The qualified shaft material should be heat treated before processing, which is divided into two parts: quenching and tempering treatment and qualitative straightening. The quenching and tempering treatment is to improve the strength, plasticity and toughness of the shaft material, so that the shaft has good comprehensive mechanical properties. Qualitative straightening is to remove the residual internal stress of the steel after quenching and tempering to achieve a stable state of properties. The shaft material after quenching and tempering and qualitative straightening is processed, the oxide layer on the surface of the shaft material is removed, the finishing allowance is 1.5mm, and then high-temperature aging treatment is carried out. The high-temperature aging treatment is to eliminate the change of the size and shape of the pump shaft during long-term use and stabilize the quality of the workpiece. The shaft material after aging treatment can be semi-rough machined, and the shaft material is cut on the lathe lathe one side with 0.4mm, and processing all parts of the thread. Then, the surface of the shaft is roughly ground by the upper cylindrical grinding machine. during rough grinding, the unilateral allowance is 0.15mm, and the warp jump is checked to be <0.04mm. the shaft completed by rough grinding can be machined by keyway milling. for multiple keyways, they should be milled symmetrically one by one. after the keyway size is inspected and qualified, the shaft is ground to the size required by the drawing on the grinding machine, completed and qualified shafts are oiled into storage and hung vertically for preservation.
4. Dynamic balance of rotor
Before each pump is assembled, the rotor shall be pre-assembled, each impeller and gear shall be suit to the shaft, and the nuts at both ends of the shaft shall be tightened to form the rotor parts of the pump. The rotor parts shall be tested on the dynamic balance testing machine until the allowable unbalance meets the G6.3 level of GB9239 standard. Check whether the unbalance meets the requirements, and remove the weight if it does not meet the standard requirements. The rotor parts with qualified dynamic balance shall be marked with the installation position and circumferential direction of each part and recorded. When assembling the whole machine, it must be completely assembled according to the original position.
5. Advanced process of shaft sleeve
The shaft sleeve is in direct contact with the filler in the pump. When the pump is running at high speed, it frictions with the filler and wears extremely fast. It is a vulnerable part in the pump. However, when replacing the shaft sleeve, the pump needs to be disassembled, and the maintenance workload is very heavy. If the service life of the shaft sleeve can be improved, the maintenance workload of the user will be greatly reduced. Therefore, our company specially introduces MG metal surface processing technology to process the shaft sleeve surface, mg can use the cold plastic characteristics of metal at room temperature to squeeze and grind the metal surface without abrasive, so that the metal surface can achieve a more ideal surface roughness, and at the same time improve the hardness, wear resistance, fatigue strength and fatigue life of the surface of the parts. The surface roughness Ra value of the shaft sleeve processed by this technology can reach below 0.2, and the surface hardness is increased by more than 20%, and the surface wear resistance and corrosion resistance of the shaft sleeve are greatly improved. The actual use of underground proved that its service life reached more than 3 times that of ordinary shaft sleeve, effectively reducing the maintenance cost of the unit.
Static Balance Operation Regulations
1. After installing the impeller and turning on the power supply, adjust the weight removal to-R1 = zero-press the execution key
2. Enter impeller radius: screen display R1 = enter radius (radius = R-10 such as 0105)
3. Press to execute again, the screen shows 5P = return to 0, and then input the speed (adjust according to the outer diameter of the impeller, such as 800 when R<200)
4. Press the execution key again and then display RUN
5. Press the reset key-adjust the de-weight to-calibration key -1-1
6. Press the execution key to display RUN --- Press the "Start" key (green button) to rotate the impeller (HOLD indicator lights up for alarm) --- PLL flashes --- Press the "Stop" key (red button)
7. The impeller rotates 180 degrees
8. Press the execution key to display RUN --- Press the "Power on" key (green button) to rotate the impeller (HOLD indicator lights up for alarm) --- Press the stop key (the system restarts automatically)
9. After automatic restart-adjust the weight removal to-press the execution key twice-display RUN
10. Press the "Power On" key (green) -- Press the "Stop" key (red) when C = 2 characters are not displayed
Weight (g) Speed
degree C = 2
11. Look at the degree of the display screen-mark the weight in grams





The company was established in 1987
The company covers an area of 16460 square meters
Registered capital of 110 million yuan
There are currently 126 employees
Manager Yang
Manager Zhang
Service Hotline:+86-0371-68945999
WhatsApp:+8615037155378
Telephone:+8613523591301
E-mail:zhongli9999@zzlbf.com